

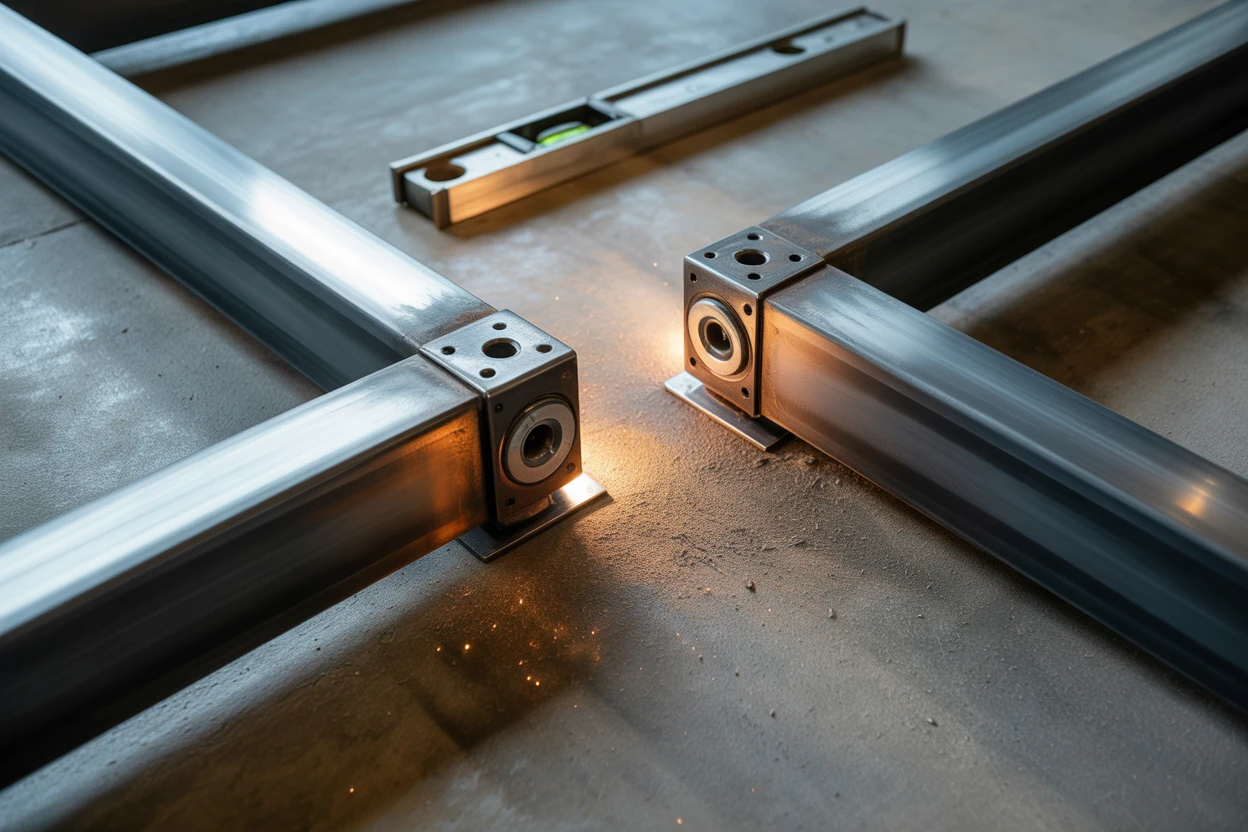
Надійна робота в’їзної групи безпосередньо залежить від точності монтажу опорних елементів. Правильна установка навісів забезпечує рівномірний розподіл ваги стулки, що запобігає передчасному зносу металу та деформації всієї конструкції в процесі експлуатації.
Якість зварювального з’єднання критично впливає на відсутність перекосів та плавність ходу воріт. Тільки монолітний шов та ідеальна співвісність петель гарантують стійкість до інтенсивних динамічних навантажень і дозволяють уникнути неприємних звуків чи заклинювання при відкриванні.
Вибір петель та необхідного інструментарію
Для отримання якісного результату важливо підібрати фурнітуру, що відповідає технічним параметрам і масі стулок.
Список інструментів для монтажу:
- Зварювальний апарат. Інверторний тип з можливістю плавного регулювання сили струму.
- Захисне спорядження. Маска з фільтром «хамелеон», щільні краги та спецодяг.
- Електроди. Витратні матеріали діаметром 3 — 4 мм для формування надійного шва.
- Кутова шліфувальна машина. Болгарка з відрізними та зачисними кругами.
- Вимірювальні прилади. Будівельний рівень, рулетка та кутник.
- Струбцини. Щонайменше дві одиниці для жорсткої фіксації деталей.
Вибір завіс базується на вазі конструкції: для легких хвірток підійдуть звичайні циліндричні моделі, тоді як для масивних воріт краще використовувати петлі з опорним підшипником або краплеподібні варіанти. Останні мають спеціальну форму, яка полегшує накладання рівного зварювального шва без використання додаткових підкладок, що значно прискорює процес монтажу та підвищує естетичність з’єднання.
Для роботи з вуглецевими сталями найкраще підходять електроди марок АНО-21 або МР-3, які забезпечують стабільне горіння дуги та легке відділення шлаку навіть у важкодоступних місцях.
Також варто звернути увагу на матеріал самих завіс. Якісні вироби виготовляються з конструкційної сталі, що добре піддається зварюванню. Перед покупкою перевірте відсутність люфтів у зібраному стані та плавність обертання внутрішнього штифта в корпусі петлі.
Підготовка металевих поверхонь до роботи
Якість зварювання напряму залежить від чистоти металу в зоні контакту, оскільки сторонні домішки послаблюють структуру шва. Необхідно ретельно видалити іржу, залишки старої фарби та заводське консерваційне мастило з місць майбутнього приварювання завіс.
| Метод очищення | Переваги | Ефективність |
|---|---|---|
| Механічний (болгарка) | Швидке видалення товстих шарів іржі | Висока |
| Хімічний (знежирювач) | Видалення мікроплівок мастила | Середня |
| Ручний (щітка) | Робота у важкодоступних кутах | Низька |
Після механічної обробки поверхні обов’язково обробляються розчинником (наприклад, ацетоном або бензином) для повного видалення жирових плям, які можуть спричинити пори у зварному шві.
Окрему увагу слід приділити торцям завіс. Якщо товщина металу значна, рекомендується зняти невеликі фаски під кутом 45 градусів у місцях прилягання до стовпа та рами. Це дозволить зварювальній ванні заповнити простір глибше, створюючи надійний провар по всій товщині стінки петлі, що критично для довговічності.

Розрахунок позицій та розмітка опорних точок
Точне розташування завіс визначає геометрію руху воріт та запобігає їх самовільному закриванню або відкриванню під дією сили тяжіння.
Алгоритм розмітки елементів:
- Визначення відступів. Відміряйте по 15 — 25 см від верхнього та нижнього країв рами воріт.
- Нанесення осьових ліній. Позначте центральну вертикальну вісь на стовпі за допомогою рівня.
- Перевірка співвісності. Переконайтеся, що верхня та нижня петлі знаходяться на одній прямій.
- Маркування сторін. Позначте місця кріплення “папи” (частина зі штифтом) на стовпі та “мами” на стулці.
При розмітці важливо враховувати напрямок відкривання стулок: всередину чи назовні двору. Для відкривання на 180 градусів завіси приварюють встик до зовнішньої грані стовпа, а для обмеженого кута у 90 градусів — на внутрішню частину прорізу. Помилка на цьому етапі призведе до того, що ворота будуть “пружинити” або не зможуть закритися до кінця.
Також враховуйте зазор між землею та нижньою кромкою воріт, який зазвичай становить 5 — 10 см для безперешкодного руху взимку. Розмітка повинна проводитися тільки після того, як стовпи виставлені строго за вертикаллю.
Технологічні зазори та фіксація елементів
Під час зварювання метал розширюється, а після охолодження стягується, що може призвести до заклинювання петель. Щоб цього уникнути, необхідно забезпечити мінімальний технічний проміжок між рухомими частинами завіси та площиною стулки.
Досвідчені майстри рекомендують підкладати під петлю звичайний металевий дріт діаметром 2 — 3 мм або тонку сталеву пластину на час приварювання, щоб створити необхідний люфт.
Виставлення проміжку між стулкою та опорним стовпом (від 1 до 5 мм) є обов’язковим для компенсації температурних розширень металу влітку та запобігання тертю деталей конструкції одна об одну.
Способи жорсткої фіксації:
- Використання струбцин. Притискання петлі до рами в горизонтальному положенні конструкції.
- Магнітні кутники. Допомагають утримувати деталь під кутом 90 градусів до основи.
- Тимчасові підкладки. Дерев’яні або металеві клини для вирівнювання стулки в прорізі.
Тільки після повної фіксації всіх елементів та перевірки зазорів за допомогою щупа або шаблону можна переходити до першого етапу зварювальних робіт — прихваток.
Виконання прихваток та перевірка геометрії
Прихватки — це короткі точкові шви довжиною до 10 мм, які дозволяють тимчасово закріпити деталі для подальшої перевірки працездатності механізму.
Спочатку прихватки роблять з одного боку кожної петлі, постійно контролюючи рівнем положення стулки. Після фіксації всіх навісів необхідно обов’язково виконати контрольну перевірку конструкції в дії.
Етапи перевірки перед фінальним швом:
- Контрольне відкривання. Стулка має рухатися плавно, без зусиль та сторонніх звуків.
- Статична перевірка. Зупиніть ворота в декількох положеннях; вони не повинні рухатися самі.
- Візуальний огляд. Переконайтеся, що зазори залишилися рівномірними по всій висоті.
- Перевірка площини. Обидві стулки (якщо це ворота) повинні збігатися в одній лінії без виступів.
Якщо виявлено найменше заїдання або перекіс, прихватки зрізаються болгаркою, і процес виставлення повторюється. Ігнорування помилок на цьому етапі призведе до швидкого виходу з ладу підшипників або деформації стовпів.
Технологія накладання фінального зварювального шва
Після успішної перевірки геометрії виконується остаточне зварювання. Головна мета — отримати герметичний і міцний шов, який витримає роки експлуатації під відкритим небом.
| Товщина стінки петлі (мм) | Діаметр електрода (мм) | Сила струму (А) |
|---|---|---|
| 3 — 5 | 3.0 | 80 — 110 |
| 6 — 10 | 4.0 | 120 — 160 |
Дугу рекомендується вести знизу вгору. Така техніка дозволяє краще контролювати зварювальну ванну, оскільки розплавлений метал не стікає вниз, а формує рівномірний валик.
При зварюванні петель до круглих стовпів шов накладається короткими відрізками з частим перериванням дуги, щоб уникнути перегріву та пропалювання тонкої стінки металу.
Особливу увагу приділяйте кутам. Не допускайте утворення “кратерів” у кінці шва, оскільки вони є концентраторами напруги та місцями майбутнього виникнення тріщин. Ведіть шов безперервно з одного боку петлі, потім дайте металу трохи охолонути і переходьте до протилежного боку, щоб уникнути температурного ведення конструкції. Після завершення роботи з кожною петлею не забудьте змастити внутрішній механізм термостійкою змазкою через спеціальний отвір або розібравши вузол.
Використання підсилювальних пластин для важких стулок
Якщо стулки воріт виготовлені з масивного металу або мають велику площу (висока парусність), прямого приварювання петель до тонкостінного профілю може бути недостатньо.
Переваги використання підсилювальних пластин:
- Розподіл навантаження. Зусилля передається на значно більшу площу рами.
- Захист від деформації. Тонкий метал профілю не вигинається в точці кріплення.
- Зручність монтажу. Можливість коригувати виліт петлі відносно площини воріт.
Такі пластини, або “вушка”, спочатку приварюються до самої завіси на верстаку, а вже потім вся конструкція монтується на ворота. Це дозволяє зробити якісний круговий шов навколо петлі, що в польових умовах на вертикальному стовпі зробити значно складніше. Товщина пластини має бути не меншою за товщину стінки профільної труби, з якої зварена рама воріт.
Обробка з’єднань після завершення робіт
Фінальний етап монтажу — це захист металу від корозії. Навіть ідеальний зварювальний шов швидко зруйнується під дією вологи, якщо його не обробити належним чином.
Послідовність фінішної обробки:
- Видалення шлаку. Ретельно оббийте склянистий наліт молотком та очистіть шов щіткою по металу.
- Шліфування. Використовуйте пелюстковий диск на болгарці для вирівнювання поверхні шва.
- Знежирення. Видаліть пил та залишки мастила перед фарбуванням.
- Ґрунтування. Нанесіть антикорозійний ґрунт у два шари з проміжною сушкою.
Після повного висихання ґрунту вузли кріплення фарбують у колір основної конструкції. Рекомендується використовувати фарби типу «три в одному», які містять перетворювач іржі та захисний лак.
Не забудьте також перевірити наявність мастила всередині петель. Якщо під час зварювання заводська змазка вигоріла, її потрібно обов’язково оновити, використовуючи літол або графітову пасту, щоб забезпечити тихий і легкий хід воріт на роки вперед.
Чи вартий результат витрачених зусиль при самостійному монтажі?
Самостійне встановлення завіс вимагає терпіння та точного дотримання технологічних зазорів, проте результат у вигляді надійної в’їзної групи повністю виправдовує ці зусилля. Використання якісних електродів та правильна техніка ведення шва визначають, чи будуть ваші ворота працювати без перекосів та просідань протягом десятиліть. Увага до дрібниць на етапі прихваток та фіксації — це інвестиція у відсутність скрипів та легкість експлуатації, яку не завжди можуть забезпечити навіть найняті фахівці при поспішному монтажі.





